Building a spot welding machine at home, it does not really need those complex SMPS circuits or costly stuff, nope. Instead a much simpler way is there, which people use, and it works quite well.
We can use a microwave oven transformer, that MOT, and then add a small timing circuit with it, so now things stay simple, not too much headache, hmm.
This setup, it pushes very high current but at low voltage which is what spot welding needs, so that part matches nicely. Therefore it becomes useful for things like battery tab welding, where strong current pulses are needed but voltage stays low.
How A Spot Welder Works
We see, the idea is simple only, low voltage around 2V to 3V, but current goes very high, hundreds of amps, and pulse is very short, few milliseconds only. So now when this current passes through two electrodes then heat builds at one small point, and metal joins there...
Using A Microwave Transformer (MOT)
That microwave transformer normally takes 230V AC and gives near 2000V AC, but here we do not need that, so we remove that high voltage secondary fully, and then we rewind new one.

Rewinding part is like this, remove old secondary, then wind 2 turns using thick copper wire or strip, use around 25 mm² to 35 mm² cable, thick is better.
Turns decide voltage, 1 turn gives near 1V to 1.5V, 2 turns gives near 2V to 3V, so now this becomes perfect for spot welding.
Why Low Voltage High Current
We know P = V * I, so since voltage is low then current must go high, that high current is what makes the heat, not voltage, that is the thing here.
How Circuit Works
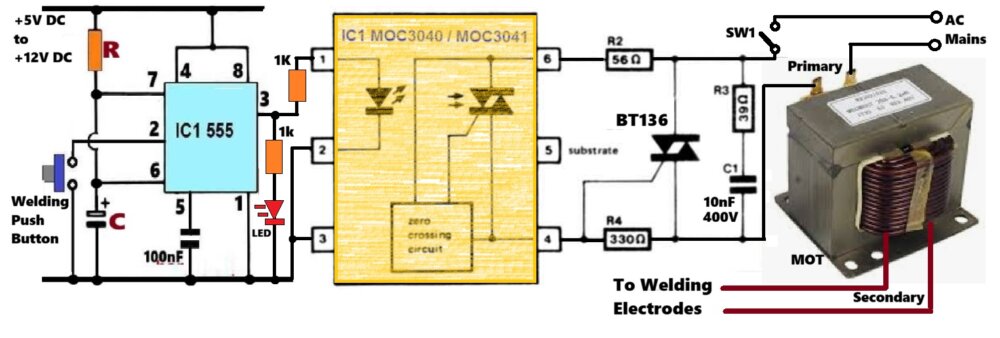
Timer part uses IC 555, standard one, in monostable mode, so when you press push button then output at pin 3 goes HIGH for some fixed time, that time becomes welding time.
Timing comes from R and C, usually we keep it between 10ms to 50ms, small capacitor at pin 5 helps noise stay low.
Then output goes to MOC3041, which gives isolation from AC mains, so control side stays safe.
Then this drives BT136 TRIAC, which is in series with MOT primary, so when TRIAC triggers then AC flows into transformer.
There is also snubber R + C across TRIAC, which helps stop spikes and false trigger, yep important.
Transformer Output
Once power goes in, MOT drops voltage to around 2V to 3V but current shoots up very high, few hundred amps, and that current flows through electrodes and weld happens.
Pulse Control
Timing matters a lot, if pulse is short then weld is weak, if longer then heating too much and damage. so balance is needed.
Thin strip maybe 10ms to 20ms, medium maybe 20ms to 50ms, roughly like that.
About MOC3041
MOC3041 is zero crossing type, so it turns ON near AC zero point which reduces noise and stress, but then timing is not very sharp for very short pulses.
If someone wants more exact timing then non zero crossing type can be used
One MOT can give around 300A to 600A pulse current, which is strong enough for battery tabs, and if cables are thicker and connections tight then performance improves more.
Safety
This involves AC mains and high current, so be careful, use input fuse, keep insulation proper, wiring short and tight, do not touch electrodes when working, and use enclosure.
Conclusion
So now this MOT spot welder is simple, low cost, but very powerful and works well in real use.
Compared to SMPS type, this one is easier to build and gives stable result without too much tuning.


Need Help? Please Leave a Comment! We value your input—Kindly keep it relevant to the above topic!